À quoi ressemble le système d'air comprimé et d'azote d'une brasserie ?
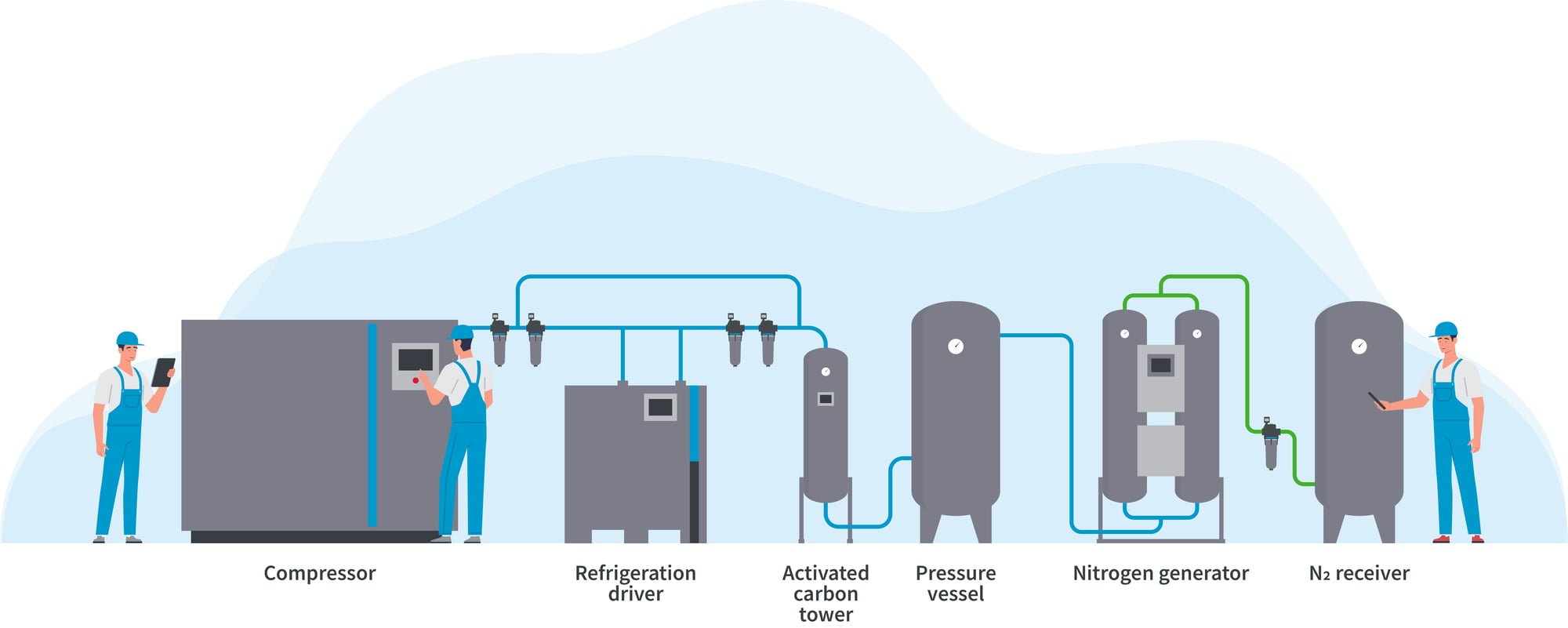
Un système de génération d'air comprimé et d'azote pour une brasserie commence par le compresseur. Comme indiqué précédemment, il peut s'agir d'un modèle sans huile pour garantir que la qualité de l'air répond aux normes réglementaires ou d'un modèle à injection d'huile utilisant de l'huile de qualité alimentaire et le traitement approprié de l'air.
Contrairement à d'autres installations, les microbrasseries n'ont besoin que d'un seul compresseur pour toutes leurs applications d'air, rendant le choix de la taille d'autant plus crucial.
En général, un compresseur à vis à injection d'huile de la série G ou GA 7-11 kW d'Atlas Copco offrira aux microbrasseries la qualité, l'efficacité et les faibles niveaux sonores dont elles ont besoin. Pour un air absolument sans huile, la gamme SF d'Atlas Copco est la solution idéale pour les microbrasseries. Ils vous fourniront de l'air sans huile certifiée Classe 0 selon la norme ISO 8573. Si votre activité se développe, Atlas Copco propose également une gamme complète de grands compresseurs sans huile.
Pour garantir une efficacité maximale, vous devriez envisager d'utiliser un compresseur à vitesse variable (VSD), ce qui réduira considérablement votre coût total de possession.
Ensuite, il est essentiel d'intégrer un sécheur de haute qualité dans votre système d'air comprimé afin d'éliminer l'humidité de l'air et s'assurer qu'elle ne nuise ni à votre bière ni à votre équipement.
Dans de nombreux pays, la norme ISO 8573-1 établit la classe [1;2;1] comme référence pour le brassage de la bière. La classe 2 relative à l'humidité a un impact significatif sur le choix des équipements de traitement de l'air. Par exemple, un sécheur frigorifique ne peut atteindre qu'une classe 4 pour l'humidité. Ainsi, si vous souhaitez répondre à la classe 2, il est essentiel de choisir un sécheur à adsorption.
En revanche, si un sécheur frigorifique convient à vos besoins parce que la norme que vous devez respecter est [1;4;1], optez pour un modèle à variateur de vitesse (VSD) pour maximiser l'efficacité et la durabilité de votre installation.
De plus, il est nécessaire de disposer de diverses technologies de filtration, dont le choix dépendra de l'utilisation prévue de l'air comprimé.
Pour la génération d'azote, une tour de charbon actif avec filtre QDT est une excellente solution pour éliminer toute trace d'huile de votre air comprimé, tandis qu'un filtre coalescent à huile UD+ est conçu pour éliminer les aérosols d'huile, la poussière humide et les gouttes d'eau.
Pour les applications pneumatiques, vous aurez besoin de filtration de processus pour les applications nécessitant de l'air stérile. Cela inclut les processus qui entrent en contact direct avec le produit ou présentent un risque de contact. Atlas Copco propose une gamme de solutions de filtration dédiées avec des boîtiers en acier inoxydable et des médias de filtration spécialisés tels que la fibre de verre et les médias hydrophobes.
Qu'est-ce que le coût total de possession et pourquoi est-il important pour vous ?
Lorsqu'il s'agit de l'équipement nécessaire à la production d'azote sur site, notamment un générateur et un compresseur, vous devez toujours garder à l'esprit le coût total de possession (TCO). Il s'agit de la somme de tous les coûts associés à l'achat, à l'exploitation et à l'entretien de l'équipement.
Pour certaines machines, l'investissement initial représente la majeure partie du coût total de possession. Mais ce n'est pas le cas pour les compresseurs.
Ici, le prix d'achat initial ne représente qu'environ 10 % du TCO. Sur la durée de vie de votre compresseur, vous dépenserez la grande majorité de votre argent (jusqu'à 80 %) en énergie.
Par conséquent, un investissement dans un équipement particulièrement économe en énergie se rentabilise rapidement.
Pour connaître le type de traitement de l'air dont vous avez besoin, vous devez connaître ou déterminer le niveau de qualité de l'air nécessaire. La norme ISO 8573-1 (édition 2010) est la norme la plus importante définissant la qualité de l'air comprimé. Elle est divisée en sept classes de qualité de l'air et les trois principaux types de contaminants : particules, huile et eau.
Essentiellement, elle définit combien de contaminants votre air est encore autorisé à contenir à un point spécifique de votre système d'air comprimé. Dans certains pays, [1;2;1] est la norme pour le brassage de la bière. Cela signifie que la qualité de l'air doit appartenir à la classe 1 pour les particules et l'huile, et à la classe 2 pour la teneur en eau. D'autres pays utilisent [1;4;1] comme norme.
Il existe deux technologies de générateurs d'azote : PSA (adsorption par variation de pression), plus rentable en fonctionnement, et membrane, idéale pour une utilisation silencieuse. Atlas Copco offre une variété de modèles, des super-compacts NGMs aux ultra-efficaces NGP+.
Classe
Particules solides
Nombre maximum de particules par m²
Eau
Point de rosée sous pression (°C)
Huile
(Incl. vapeur mg/m²)
0.1-0.5 micron
0.5-1.0 micron
1.0-5 micron
0
Selon les spécifications de l'utilisateur ou du fournisseur de l'équipement et plus strictes que celles de la classe 1
1
≤ 20,000
≤ 400
≤ 10
≤ -56 (-70 °C)
≤0.01
2
≤ 400,000
≤ 6,000
≤ 100
≤ -40 (-40 °C)
≤ 0.1
3
Non spécifié
≤ 90,000
≤ 1,000
≤ -29 (-20 °C)
≤ 1
4
≤ 10,000
≤ -16 (3°C)
≤ 5
5
≤ 100,000
≤ -13 (7 °C)
NA
6
≤ -12 (10 °C)
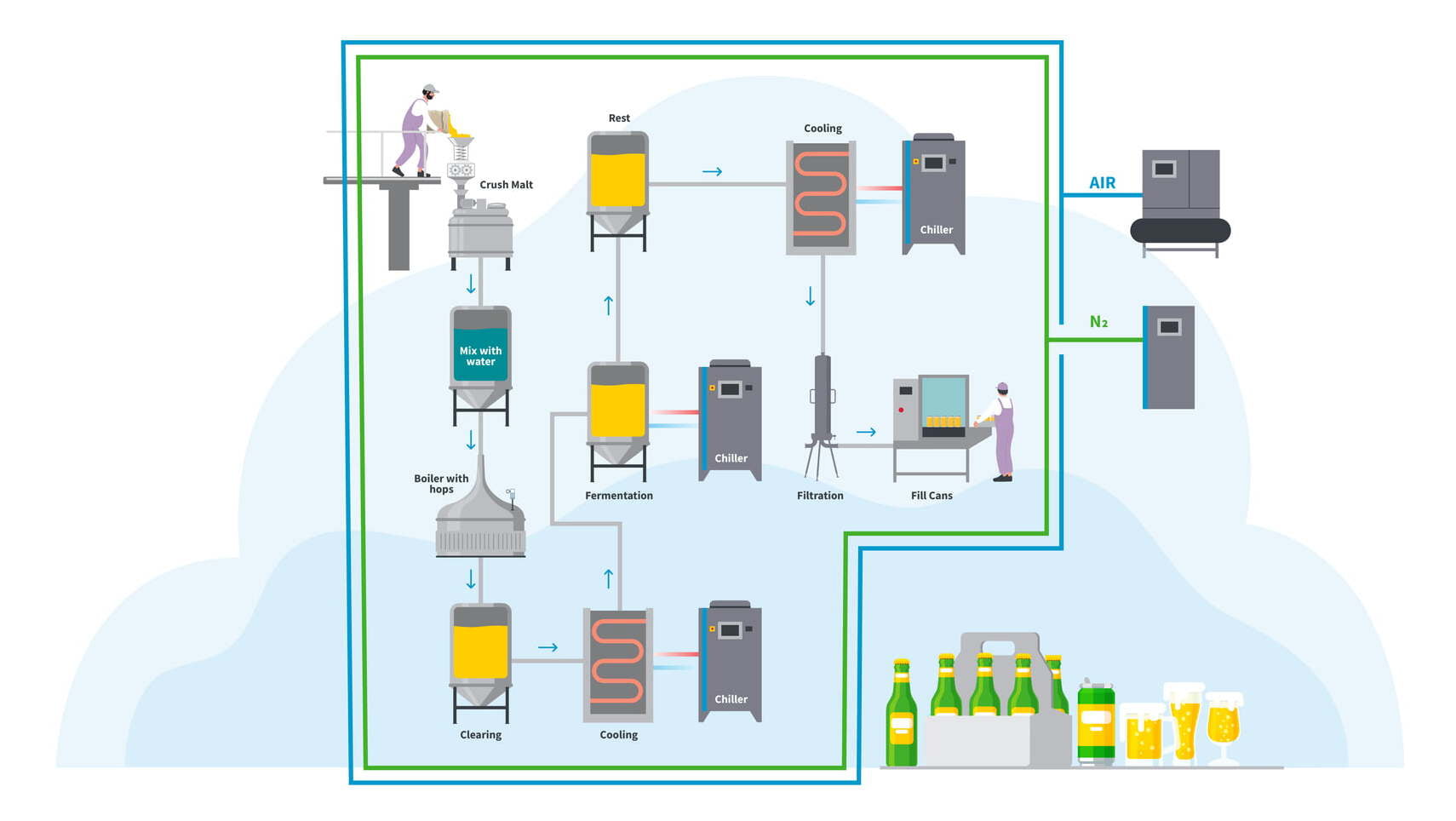
Un facteur clé du brassage de la bière est la température. Autrefois, les microbrasseries brassaient pendant les mois frais et stockaient leurs produits dans des caves pour maintenir une température adéquate. Aujourd'hui, de nombreuses solutions permettent de contrôler la température tout au long de l'année, garantissant ainsi la qualité et le goût parfait de votre bière.
1. Refroidissement rapide Tout d'abord, un refroidisseur est nécessaire pour refroidir le moût chaud avant qu'il ne soit transféré dans la cuve de fermentation. La levure dans la cuve de fermentation est sensible à la température, il est donc impératif de s'assurer que le moût passe à travers un échangeur de chaleur refroidi à l'eau avant d'arriver dans la cuve. Un refroidisseur fournira l'eau réfrigérée pour assurer un refroidissement rapide du moût.
2. FermentationEnsuite, le moût doit être maintenu à une température stable dans des cuves de fermentation à double paroi. La température idéale de fermentation de la bière se situe entre 20 et 22°C. Pour les lagers, des températures plus basses sont nécessaires, entre 7 et 12°C. Si la température devient trop élevée, la fermentation peut même s'arrêter. Maintenir la bonne température est particulièrement important car la chaleur générée pendant la fermentation peut encore réchauffer le lot de bière.
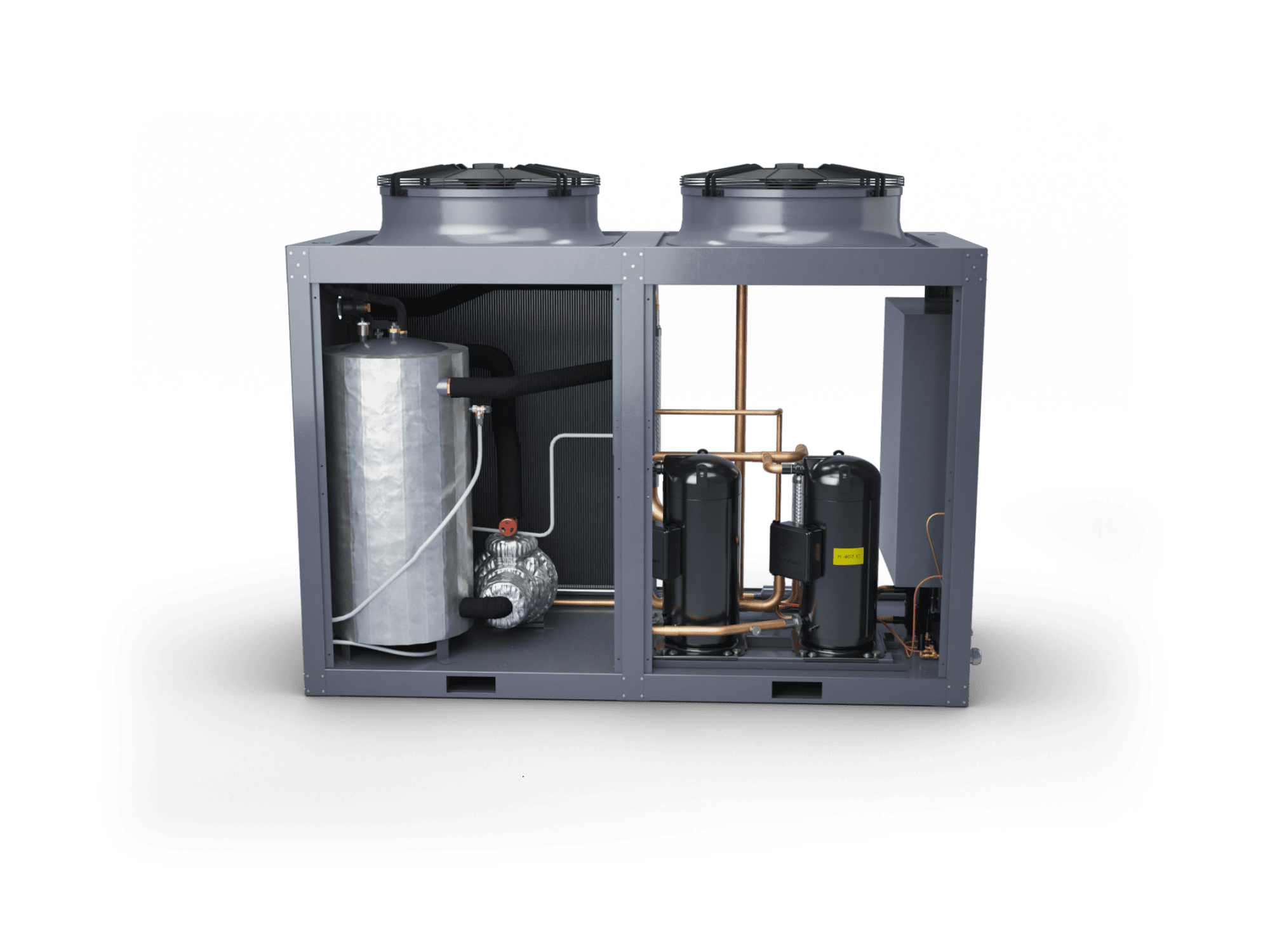
La gamme de refroidisseurs TCX d'Atlas Copco
La gamme de refroidisseurs TCX d'Atlas Copco est une solution tout-en-un efficace pour maintenir votre brassin à la température exacte requise pendant le processus de brassage.
Lorsque vous choisissez des refroidisseurs pour votre installation, la taille correcte est extrêmement importante. Un expert d'Atlas Copco peut vous aider à déterminer la taille appropriée.
La réduction de la consommation d'énergie est avantageuse pour les affaires, en particulier avec des prix fluctuants et des réglementations accrues. Les microbrasseries devraient envisager de remplacer leur vieux matériel d'air comprimé par des modèles plus efficaces afin de diminuer leurs dépenses.
Même si un investissement initial est requis, vous pourrez récupérer vos dépenses rapidement, car les compresseurs d'air, essentiels à la production d'azote, demandent une consommation énergétique élevée.
Les nouvelles technologies de compresseurs, telles que celles développées par Atlas Copco en commande à vitesse variable, rendent les modèles actuels bien plus efficaces que leurs prédécesseurs.
Il y a plus de 25 ans, le leader du marché a conçu le premier compresseur capable d'ajuster la vitesse de son moteur en fonction des besoins spécifiques en air comprimé. Les premiers modèles ont réduit les coûts énergétiques jusqu'à 35 % par rapport aux compresseurs à vitesse fixe. Cela s'accumule très rapidement, étant donné que l'argent que vous dépensez en énergie représente environ 80 % du coût total de possession d'un compresseur.
Plus récemment, Atlas Copco a lancé la série VSDS, qui est la troisième génération de ces compresseurs ultra-efficaces. De nouvelles avancées technologiques leur permettent de réduire vos coûts énergétiques de 60 % par rapport aux compresseurs à vitesse fixe (ainsi que considérablement par rapport à ses premières unités VSD).
Cela signifie que vous paierez un peu plus pour une unité VSDS, une seule fois, lors de son achat initial. À partir de ce jour-là, elle réduira vos coûts de manière significative.
Le point de rentabilité est souvent atteint en quelques mois seulement, et après cela, vous améliorez votre rentabilité chaque jour. C'est non seulement une excellente affaire, mais aussi une excellente manière de protéger l'avenir de votre brasserie pour que les prix de l'énergie volatils et les réglementations environnementales plus strictes à venir ne perturbent pas votre fonctionnement.