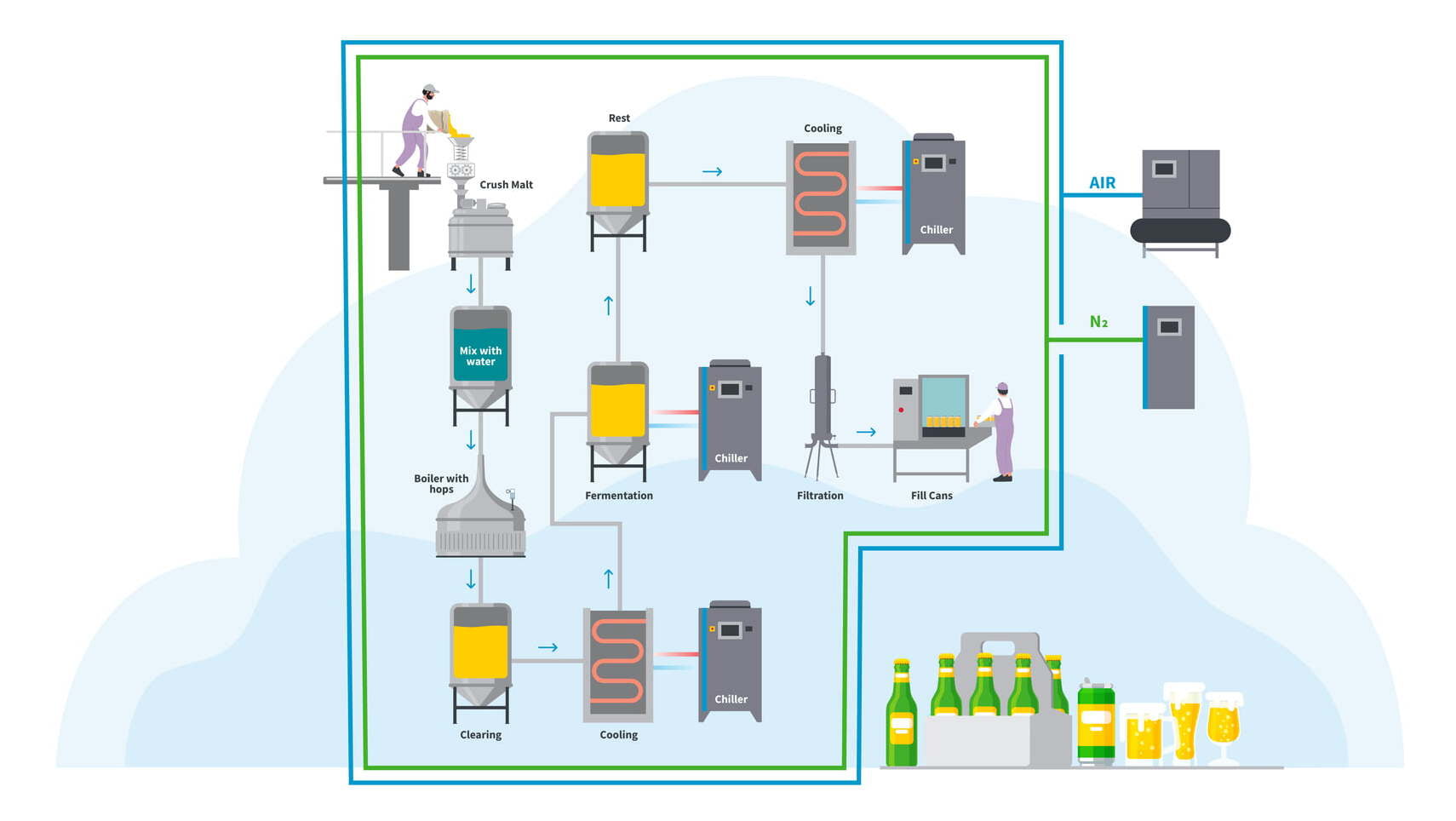
Come appaiono i sistemi di aria compressa e azoto di un birrificio?
Un sistema di produzione di aria compressa e azoto per un birrificio inizia con compressore. Come indicato in precedenza, questo può essere un modello oil-free per garantire che la qualità dell'aria soddisfi gli standard normativi o un modello a iniezione di olio che utilizza olio alimentare e che venga trattato correttamente l'aria.
Anche se molte altre operazioni richiedono più compressori, i microbirrifici ne necessitano solo per tutte le diverse applicazioni di aria. Ciò significa che scegliere le dimensioni corrette del compressore è assolutamente fondamentale.
In genere, un compressore a vite a iniezione di olio Atlas Copco serie G o GA 7-11 kW offre ai microbirrifici la qualità, l'efficienza e i bassi livelli di rumorosità di cui hanno bisogno.
Per un'aria completamente oil-free, la gamma SF Atlas Copco rappresenta la soluzione ideale per i microbirrifici. Vi forniranno aria oil-free certificata di Classe 0 in conformità alla norma ISO 8573. Se la vostra attività si espande, Atlas Copco offre anche una gamma completa di grandi compressori oil-free.
Per garantire la massima efficienza, è necessario prendere in considerazione l'utilizzo di un compressore con azionamento a velocità variabile (VSD), che ridurrà notevolmente il costo totale di proprietà.
Il livello successivo nel tuo sistema dell'aria compressa deve essere di alta qualità essiccatore. L'essiccatore rimuove l'umidità dall'aria per garantire che non danneggi la birra o le apparecchiature.
In molti paesi, la classe ISO 8573-1 [1;2;1] è lo standard per la produzione di birra. Questa classe 2 per lo standard di umidità ha un effetto diretto sugli utensili di trattamento dell'aria scelti. Ad esempio, un essiccatore frigorifero "solo" raggiunge la classe 4 per il contenuto di umidità. Pertanto, se si desidera ottenere la classe 2, è necessario scegliere un essiccatore a sostanza igroscopica. Se un essiccatore a refrigerazione funziona per te perché [1;4;1] è lo standard che devi soddisfare, puoi scegliere un modello VSD per una maggiore efficienza e sostenibilità.
Che cos'è il costo totale di proprietà e perché è importante per voi?
Quando si tratta delle attrezzature necessarie per la produzione di azoto in loco, in particolare di un generatore e di un compressore, è necessario tenere sempre in considerazione il costo totale di proprietà (TCO). È la somma di tutti i costi associati all'acquisto, al funzionamento e alla manutenzione dell'apparecchiatura.
Per alcune macchine, l'investimento iniziale rappresenta la maggior parte del costo totale di proprietà. Ma questo non è affatto il caso dei compressori.
In questo caso, il prezzo di acquisto iniziale è responsabile solo di circa il 10% del TCO. Nel corso del ciclo di vita del compressore, spenderete la maggior parte dei vostri soldi (fino al 80%) in energia.
Di conseguenza, viene ammortizzato rapidamente un investimento in attrezzature particolarmente efficienti dal punto di vista energetico.
In più, avete bisogno anche di differentefiltrazione tecnologie. Il tipo di filtraggio necessario dipende dallo scopo da cui si utilizzerà l'aria compressa.
Per generazione di azoto, Una torre a carbone attivo con filtro QDT è un'ottima soluzione per rimuovere l'olio dall'aria compressa, mentre un filtro olio a coalescenza UD+ può gestire aerosol d'olio, polveri umide e goccioline d'acqua.
Per applicazioni pneumatiche, avrete bisogno di filtrazione di processo per applicazioni che richiedono aria sterile. Questi includono processi che vengono a contatto diretto con il prodotto o che vi è un rischio di contatto. Atlas Copco offre una gamma di soluzioni di filtrazione dedicate con alloggiamento in acciaio inox Tell e mezzi di filtrazione specializzati, come fibre di vetro e terreni idrofobi. La nostra gamma include anche soluzioni di filtrazione di processo con liquidi, ad esempio per il trattamento di fori di alesaggio o di acqua municipale.
Per conoscere il tipo di trattamento dell'aria di cui si ha bisogno, è necessario conoscere o conoscere il livello di qualità dell'aria di cui si ha bisogno. La norma ISO 8573-1 (ed. 2010) è lo standard più importante per la definizione della qualità dell'aria compressa. È suddivisa in sette classi di qualità dell'aria e nei tre tipi principali di contaminanti, particelle, olio e acqua. In sostanza, definisce il numero di contaminanti che l'aria può ancora contenere in un punto specifico del sistema dell'aria compressa. In alcuni paesi, [1;2;1] è lo standard per la produzione di birra. Ciò significa che la qualità dell'aria deve rientrare nella classe 1 per le particelle e l'olio e nella classe 2 per il contenuto di acqua. Gli altri paesi utilizzano [1;4;1] come standard.
Da lì, passa al generatore di azoto. Sono disponibili due tipi di tecnologie per generatori di azoto, PSA (Pressure Swing Adsorption) e a membrana. Quale funziona meglio per voi dipende dalle vostre esigenze. Un generatore PSA è più economico nel suo funzionamento, mentre un generatore a membrana a bassa rumorosità risulta più adatto al punto di utilizzo. Atlas Copco offre una gamma completa di generatori di azoto, dagli NGMs super compatti all'NGP ultra efficiente+.
Classe
Particelle solide
Numero massimo di particelle per m²
Acqua
Punto di rugiada in pressione (°C)
Olio
(Incl. Vapore mg/m²)
0
Come specificato dall'utente o dal fornitore dell'apparecchiatura e più rigorosa della Classe 1
1
≤ 20,000
≤ 400
≤ 10
≤ -70 (-94 °F)
≤0.01
2
≤ 400,000
≤ 6,000
≤ 100
≤ -40 °C (-40 °F)
≤ 0.1
3
Non specificato
≤ 90,000
≤ 1,000
≤ -20 (-4 °F)
≤ 1
4
≤ 10,000
≤ 3 (38 °F)
≤ 5
5
≤ 100,000
≤ 7 (45 °F)
ND
6
≤ 10 (50 °F)
Un fattore importante da tenere a mente durante il processo di produzione della birra è la temperatura. Storicamente, i microbirrifici sono stati prodotti durante i mesi più freddi e conservati in cantine o grotte per mantenere la giusta temperatura. Oggi, tuttavia, le soluzioni per mantenere la vostra birra alla temperatura corretta per tutto l'anno sono facilmente disponibili. Con il giusto metodo di controllo della temperatura, è possibile ottenere la qualità e il gusto perfetti della birra.
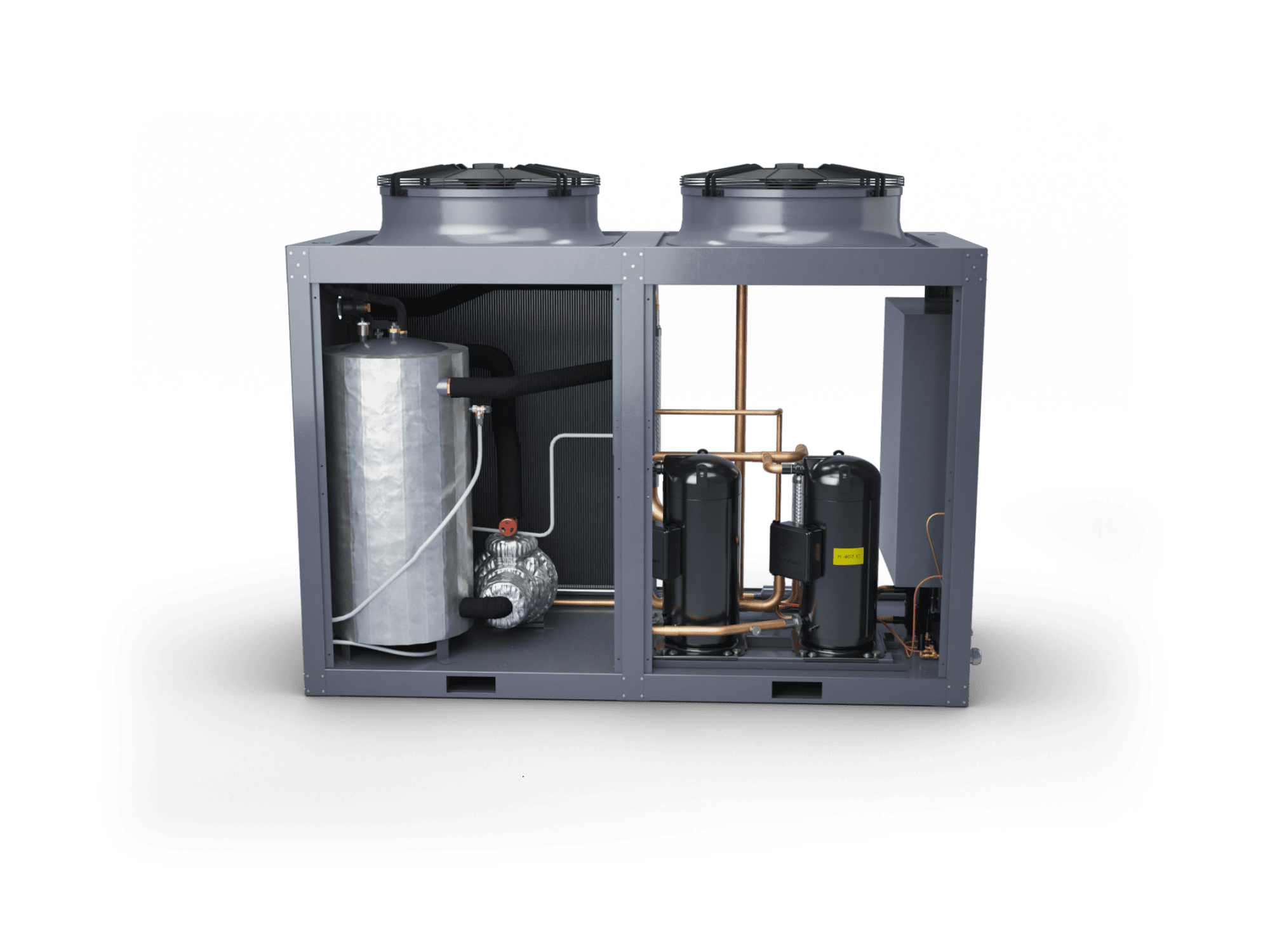
1. Raffreddamento in caso di urtoIn primo luogo, è necessario un refrigeratore per raffreddare il mosto caldo prima che venga spostato nel serbatoio di fermentazione. Il lievito nel serbatoio di fermentazione è molto sensibile alla temperatura, quindi è fondamentale assicurarsi che il mosto passi attraverso uno scambiatore di calore raffreddato ad acqua per raffreddarsi prima di arrivare nel serbatoio. Un refrigeratore fornirà l'acqua refrigerata per assicurare un rapido raffreddamento del mosto. 2. FermentazioneSuccessivamente, il mosto di malto deve essere mantenuto ad una temperatura stabile in recipienti di fermentazione incamiciati. La temperatura ideale di fermentazione della birra è compresa tra 20 e 22°C. Il lager richiede temperature inferiori, tra 7 e 12°C. Se la temperatura diventa troppo alta, la fermentazione può anche fermarsi. Mantenere la giusta temperatura è particolarmente importante poiché il calore generato durante la fermentazione riscalda ulteriormente il lotto di birra.
Gamma di refrigeratori TCX Atlas Copco La gamma di refrigeratori TCX di Atlas Copco è una soluzione completa e efficace per mantenere la vostra birra esattamente alla temperatura corretta durante il processo di produzione della birra. Quando si selezionano i refrigeratori per l'attività, è estremamente importante il corretto dimensionamento. Un esperto Atlas Copco può aiutarti a determinare il dimensionamento corretto.
Risparmiare energia è un buon business. Ciò vale soprattutto in un momento di prezzi elevati e volatili, normative sempre più severe e il desiderio di ottenere una maggiore sostenibilità.
I microbirrifici non fanno eccezione.
Un modo per ridurre il consumo energetico e, di conseguenza, i costi è sostituire le vecchie apparecchiature per azoto e aria compressa con modelli più efficienti.
Anche se questo richiede un investimento iniziale, sarete in grado di recuperare quei costi molto rapidamente. Questo perché i compressori d'aria, essenziali per la produzione di azoto, consumano molta energia.
Fortunatamente, le principali innovazioni nella tecnologia dei compressori garantiscono che i modelli attuali siano molto più efficienti rispetto alle macchine precedenti. Prendete il lavoro pionieristico di Atlas Copco nella tecnologia VSD (Variable Speed Drive, azionamento a velocità variabile).
Più di 25 anni fa, il leader del mercato sviluppò il primo compressore la cui velocità motore si adattasse alle rispettive richieste di aria compressa. I primi modelli hanno consentito di ridurre i costi energetici fino al 35% rispetto ai compressori a velocità fissa. Ciò si somma molto rapidamente, considerando che i costi energetici costituiscono circa il 80% del costo totale di proprietà di un compressore.
Più di recente, Atlas Copco ha lanciato la tecnologia VSDS che è la terza generazione di questi compressori ultra efficienti. I nuovi progressi tecnologici consentono loro di ridurre i costi energetici del 60% rispetto ai compressori a velocità fissa (e di ridurre notevolmente i costi rispetto alle prime unità VSD).
Ciò significa che pagherai un po' di più per un VSDS unità una volta… al momento dell'acquisto iniziale. Da quel giorno in poi, ridurrà significativamente i costi.
Il punto di pareggio viene spesso raggiunto entro mesi, e dopo di che, si sta migliorando la vostra linea di fondo ogni singolo giorno.
Questo non è solo un grande modo, ma anche un ottimo modo di “a prova di futuro" il birrificio in modo che i prezzi dell'energia volatile e le normative ambientali più severe del futuro non inciampino sulla tua attività.