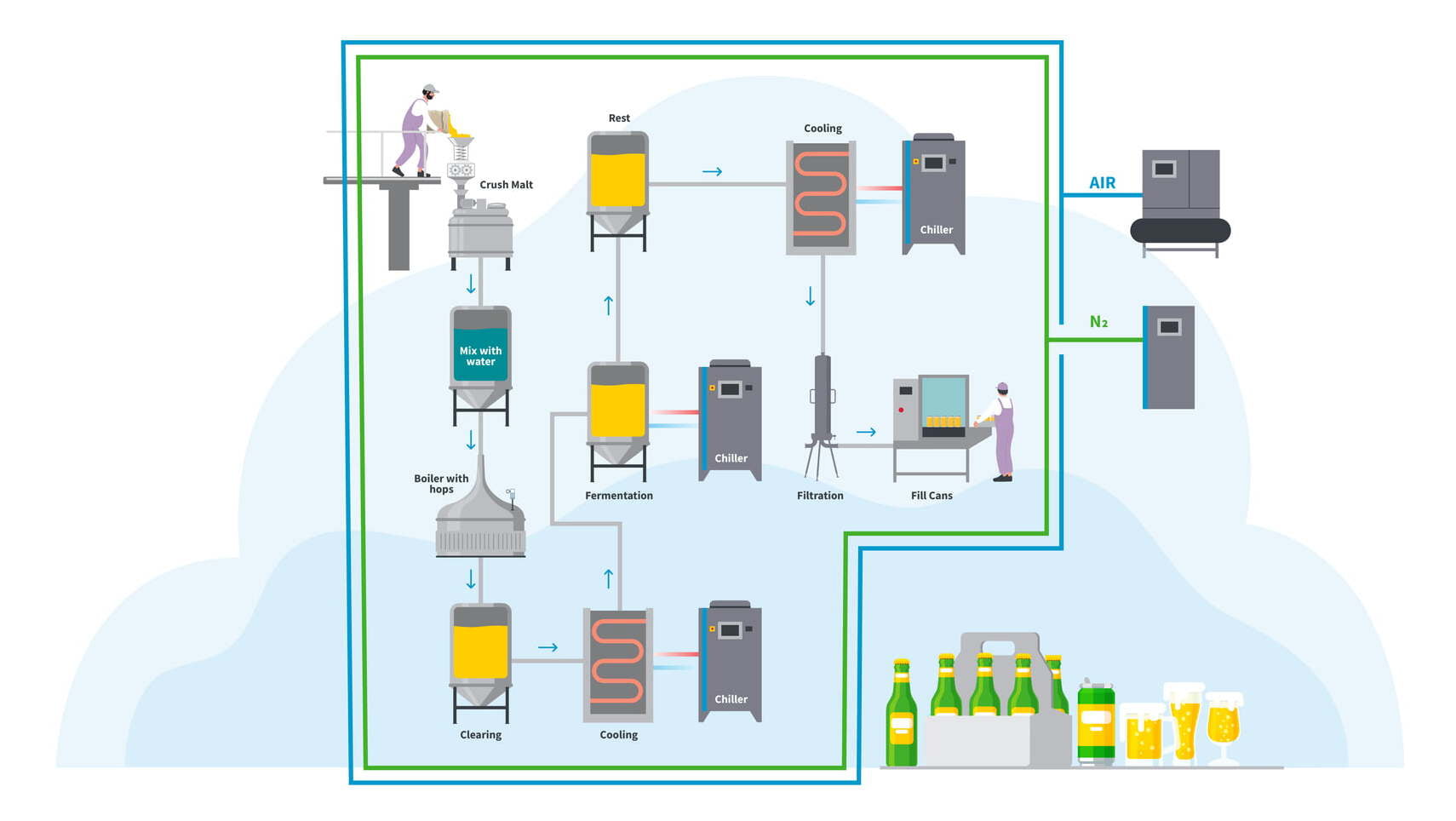
What does the compressed air and nitrogen system of a brewery look like?
A compressed air and nitrogen generation system for a brewery starts with the compressor. As noted above, this can be an oil-free model to ensure that the air quality meets regulatory standards or an oil-injected model using food-grade oil and the proper air treatment.
While many other operations require multiple compressors, microbreweries only need one for all of their different air applications. That means that getting the size of your compressor right is absolutely crucial.
Typically, an Atlas Copco G-series or GA 7-11 kW oil-injected screw compressor will give microbreweries the quality, efficiency and low sound levels they need. For absolutely oil-free air, the Atlas Copco SF range is the ideal solution for microbreweries. They will give you certified Class 0 oil-free air according to the ISO 8573. If your operation expands, Atlas Copco also offers a complete range of large oil-free compressors.
To ensure maximum efficiency, you should consider using a compressor with variable speed drive (VSD), which will greatly reduce your total cost of ownership.
Next up in your compressed air system should be a top-quality dryer. The dryer will remove the moisture from the air to ensure that it does not harm your beer or any of your equipment.
In many countries, ISO 8573-1 class [1;2;1] is the standard for brewing beer. This class 2 for moisture standard has a direct effect on your chosen air treatment tools. For example, a fridge dryer will “only” achieve class 4 for moisture content. So if you want to achieve class 2, you must choose a desiccant dryer. If a refrigeration dryer will work for you because [1;4;1] is the standard you must meet, you can choose a VSD model for greater efficiency and sustainability.
In addition, you also need different filtration technologies. The type of filtration you need depends on for which purpose you will use the compressed air.
For nitrogen generation, an activated carbon tower with QDT filter is a great solution for removing any oil from your compressed air, while a UD+ oil coalescing filter can deal with oil aerosols, wet dust and droplets of water.
For pneumatic applications, you will need process filtration for applications that require sterile air. These include processes that come into direct contact with the product or there is a risk of contact. Atlas Copco offers a range of dedicated filtration solutions with stainless tell housing and specialized filtration media such as glass fiber and hydrophobic media. Our portfolio also includes liquid process filtration solutions, for example for the treatment of bore hole or municipal water.
What is total cost of ownership and why is it important to you?
When it comes to the equipment you need for your on-site nitrogen production, especially a generator and a compressor, you should always keep the total cost of ownership (TCO) in mind. It is the sum of all costs associated with the purchase, operation and upkeep of the equipment.
For some machines, the initial investment makes up the bulk of the total cost of ownership. But that is not at all the case for compressors.
Here, the initial purchase price is only responsible for about 10% of the TCO. Over the lifetime of your compressor, you will spend the vast majority of your money (up to 80%) on energy.
Therefore, an investment in especially energy-efficient equipment quickly pays off.
To know the type of air treatment you need, you must know or find out the level of air quality you need. ISO 8573-1 (ed. 2010) is the most important standard defining compressed air quality. It is divided into seven air quality classes and the three main types of contaminants, particles, oil and water. Essentially, it defines how many contaminants your air is still allowed to contain at a specific point in your compressed air system. In some countries, [1;2;1] is the standard for brewing beer. That means the air quality must fall into class 1 for particles and oil and class 2 for water content. Other countries use [1;4;1] as the standard.
From there, it moves to the nitrogen generator. Two types of nitrogen generator technologies are available, PSA (Pressure Swing Adsorption) and membrane. Which one works best for you depends on your requirements. A PSA generator is more cost-efficient in its operation, while a low-noise membrane generator will be more suitable point-of-use installation. Atlas Copco offers a complete range of nitrogen generators, from the super compact NGMs to the ultra-efficient NGP+.
Class
Solid Particle
Maximum number of particles per m²
Water
Pressure dew point (°C)
Oil
(Incl. vapor mg/m²)
0.1-0.5 micron
0.5-1.0 micron
1.0-5 micron
0
As specified by the equipment user or supplier and more stringent than class 1
1
≤ 20,000
≤ 400
≤ 10
≤ -70 (-94 °F)
≤0.01
2
≤ 400,000
≤ 6,000
≤ 100
≤ -40 (-40 °F)
≤ 0.1
3
Not specified
≤ 90,000
≤ 1,000
≤ -20 (-4 °F)
≤ 1
4
≤ 10,000
≤ 3 (38 °F)
≤ 5
5
≤ 100,000
≤ 7 (45 °F)
NA
6
≤ 10 (50 °F)
An important factor to keep in mind during the beer brewing process is temperature. Historically, micro-breweries brewed during cooler months and stored in cellars or caves to maintain the proper temperature. Today, however, solutions to keep your brew at the correct temperature year-round are easily available. With the right method of temperature control, you can reach the perfect quality and taste of your beer.
1. Crash coolingFirst, a chiller is required to cool down the hot wort before it is moved into the fermentation tank. The yeast in the fermentation tank is very temperature sensitive, so it is imperative to make sure that the wort passes through a water-cooled heat exchanger to cool before arriving in the tank. A chiller will provide the chilled water to assure rapid cool-down of the wort. 2. FermentationNext, the wort must be kept at a stable temperature in jacketed fermentation vessels. The ideal beer fermentation temperature is between 20-22°C. Lager requires lower temperatures, between 7 and 12°C. If the temperature gets too high, fermentation may even stop. Maintaining the right temperature is especially important as the heat generated during the fermentation will warm up the batch of beer further.
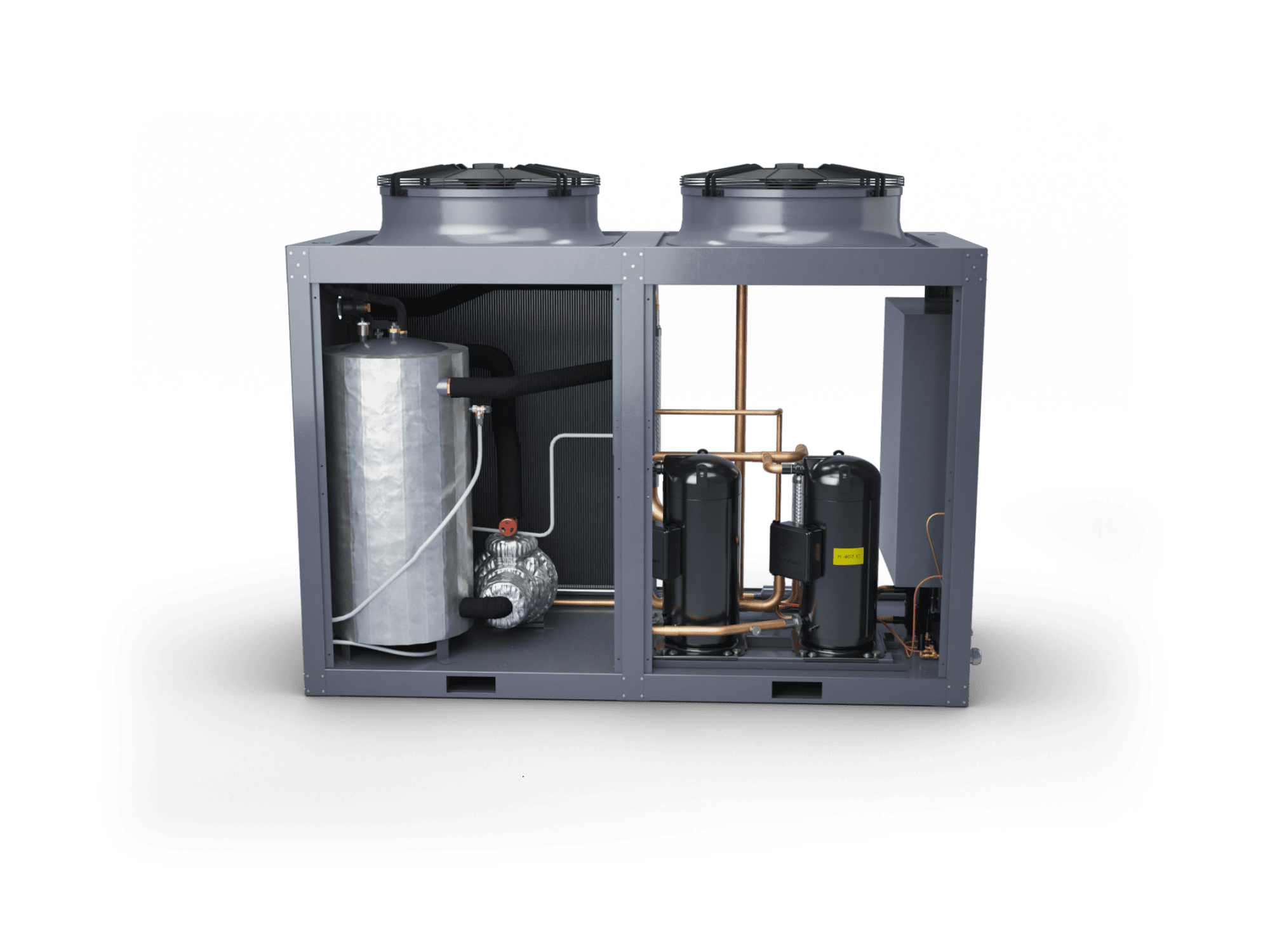
Atlas Copco TCX chiller range Atlas Copco’s TCX chiller range is an effective all-in-one solution to keep your brew at precisely the correct temperature during the brewing process. When selecting chillers for your operation, correct sizing is extremely important. An Atlas Copco expert can help you determine the right sizing.
Saving energy is good business. This is especially true at a time of high and volatile prices, increasingly stringent regulations, and a desire to achieve greater sustainability.
Microbreweries are no exception.
One way to reduce your energy consumption, and therefore your costs, is to replace your old compressed air and nitrogen equipment with more efficient models.
While this requires an initial investment, you will be able to recoup those costs very quickly. That’s because air compressors, which are essential to nitrogen generation, consume a lot of energy.
Fortunately, major innovations in compressor technology ensure that today’s models are much more efficient than previous machines. Take Atlas Copco’s pioneering work in variable speed drive (VSD) technology.
More than 25 years ago, the market leader developed the first compressor whose motor speed adapted to the respective compressed air demand. The early models reduced energy costs by up to 35% compared to fixed-speed compressors. That adds up very quickly considering that the money you spend on energy makes up about 80% of a compressor’s total cost of ownership.
More recently, Atlas Copco launched the VSDS series, which is the third generation of these ultra-efficient compressors. New technological advances allow them to reduce your energy costs by 60% compared to fixed-speed compressors (as well as considerably compared to those early VSD units).
That means you will pay a bit more for a VSDS unit one time… when you purchase it initially. From that day forward, it will reduce your costs significantly.
The break-even point is often reached within months, and after that, you are improving your bottom line every single day.
That’s not only a great deal but also an excellent way of “future-proofing” your brewery so that volatile energy prices and tougher environmental regulations of the future don’t trip up your operation. Contact an expert