The Artform of Drilling the Perfect Hole
Drilling is all about a rotary motion defined by a rotation speed and a linear forward moving motion defined by a feed force. The result is a hole that for an application in the aerospace manufacturing industry is a complicated undertaking where different materials, operational conditions and technical requirements come together. Because of this, holes come in all sizes and shapes.
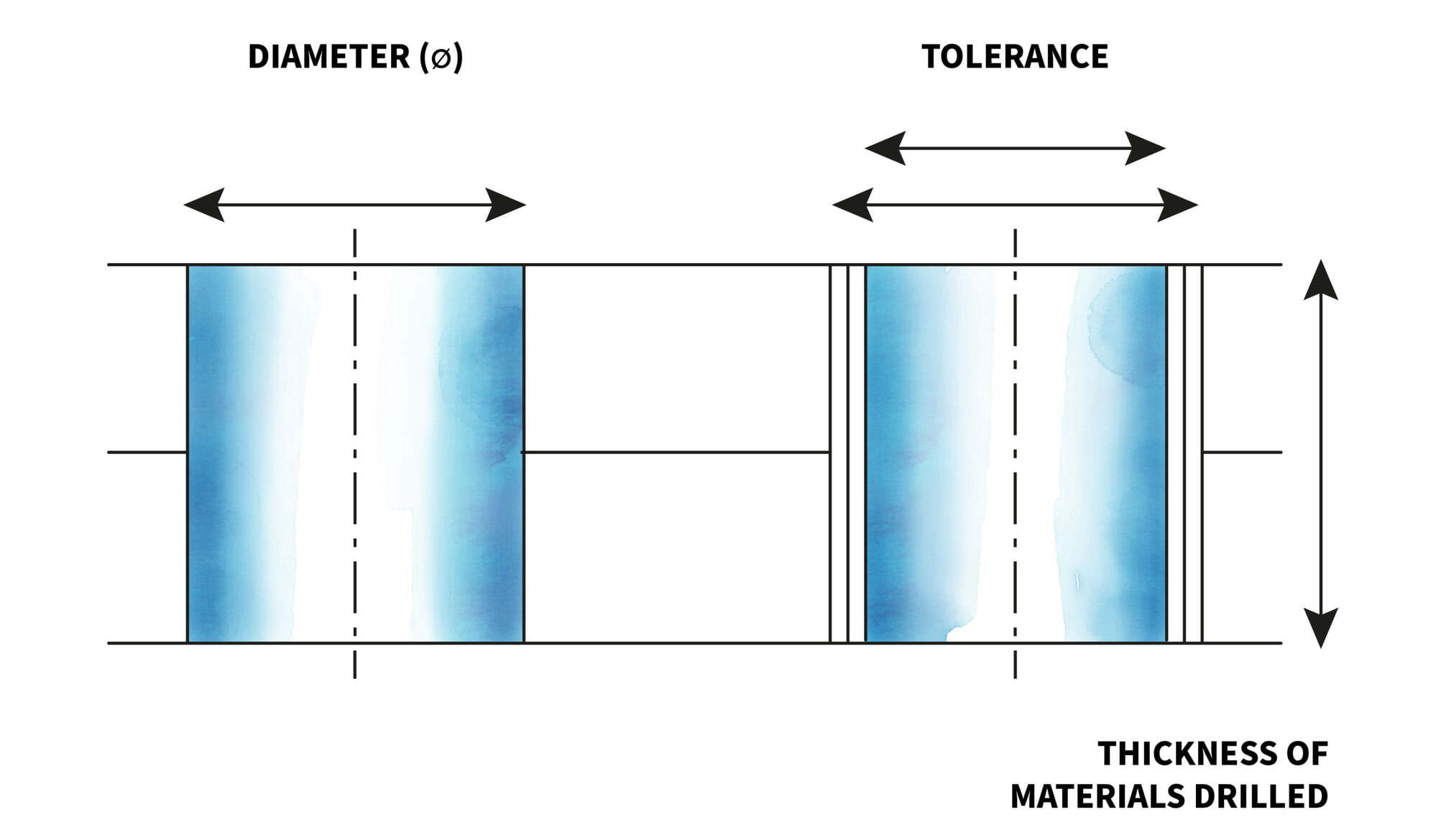
The diameter of the hole refers to the width of the hole, while the length, defined by the thickness of the material, is the distance between the two sides of the material. The tolerance refers to the maximum and minimum acceptable deviations from the desired size of the hole.
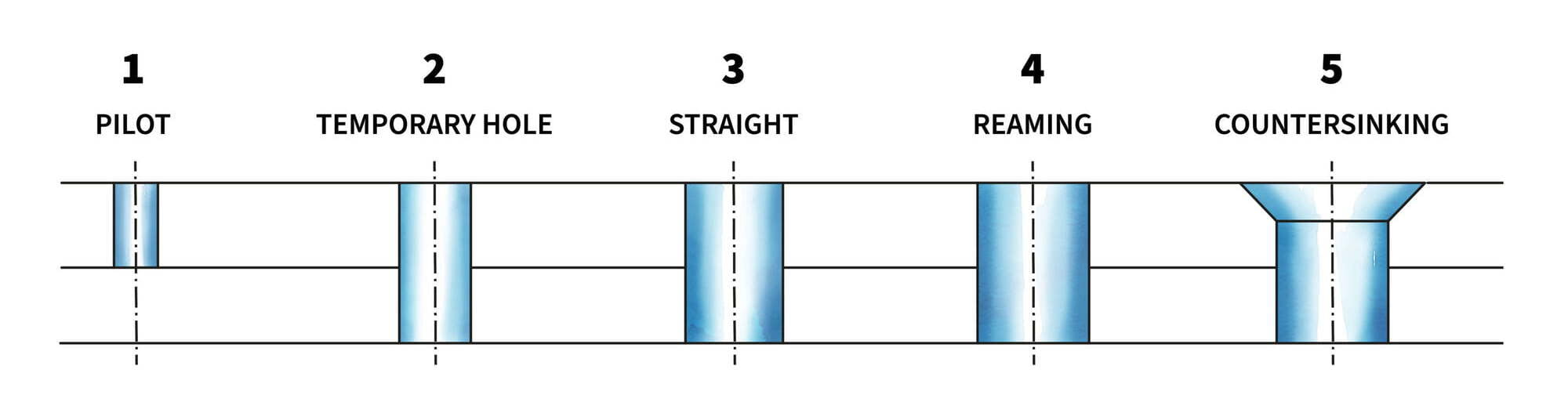
Aside from the size, holes also come in all shapes and forms. Pilot holes are holes with a small diameter that are drilled before drilling the final hole to guide the drill bit. There the temporary holes that are intended to be filled or plugged after use. Straight holes are cylindrical and have the same diameter throughout their length. Tapered holes, on the other hand, have a larger diameter at one end and a smaller diameter at the other.
Reaming is a process used to enlarge an existing hole to the diameter of the tool and obtain a smoother finish. It removes only a small amount of material and is typically performed after drilling to achieve a more accurate diameter and a smoother internal finish. Tapping is the process where internal threads are cut into an existing hole. The existing hole is usually drilled by the required tap drill size that will accommodate the desired tap.
Countersinking or counterboring is conducted to enlarge the top portion of an existing hole. Used for screws, a countersink is cone-shaped and allows the screw to sit flush with the workpiece surface without protruding. With that same objective, a counterbore is instead cylindrical and flat-bottomed created to contain a socket or bolt.
Choosing the appropriate drilling process is crucial to achieve the desired and correct hole. Twist drill bits are the most commonly used for drilling holes, but other types of drill bits, such as step drill bits and hole saws, can be used for larger or irregularly shaped holes.
In an industry where safety is the number one priority, there is no room for errors. Even the smallest geometrical defect in a drilled hole can compromise the performance and safety of the aircraft, not to mention the associated additional costs.
It can however be difficult to get a hole right on the first try and it is not uncommon that it requires several sequential drilling processes to achieve the final result. But there is hope, there are ways to make the probability of getting it right the very first time, every time, so much higher.
Diameter tolerance
Straightness
Perpendicularity
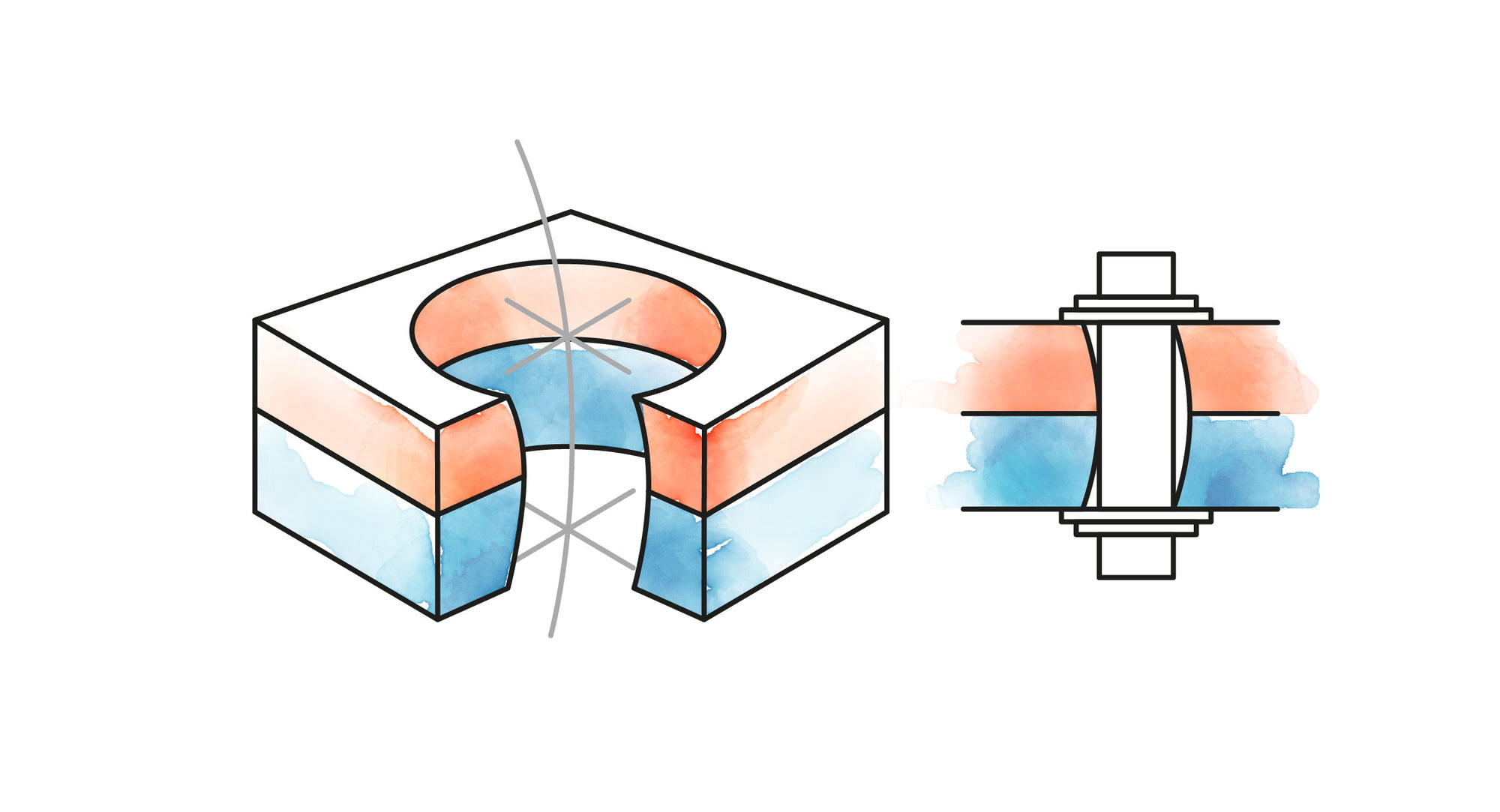
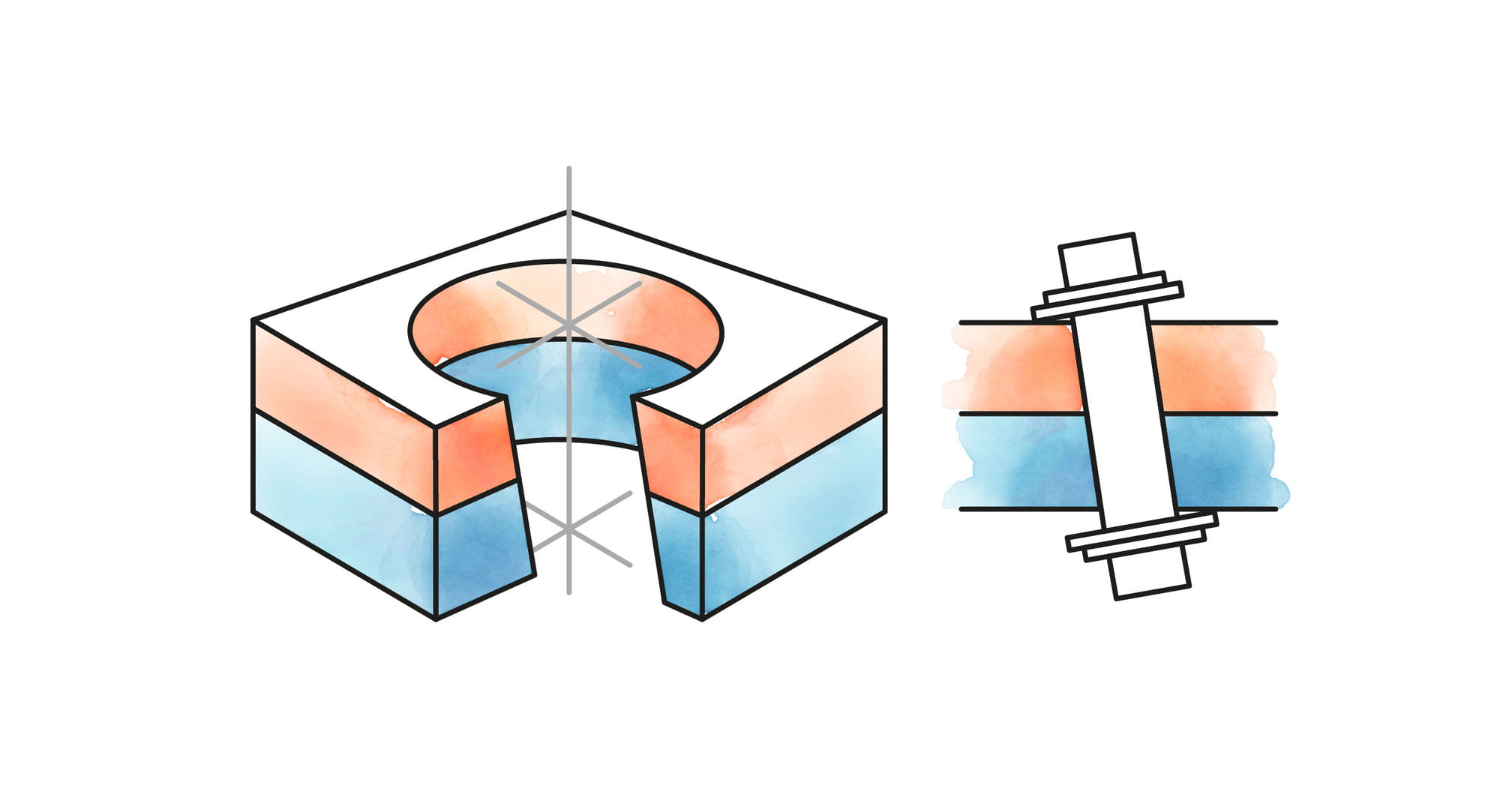
Barreling
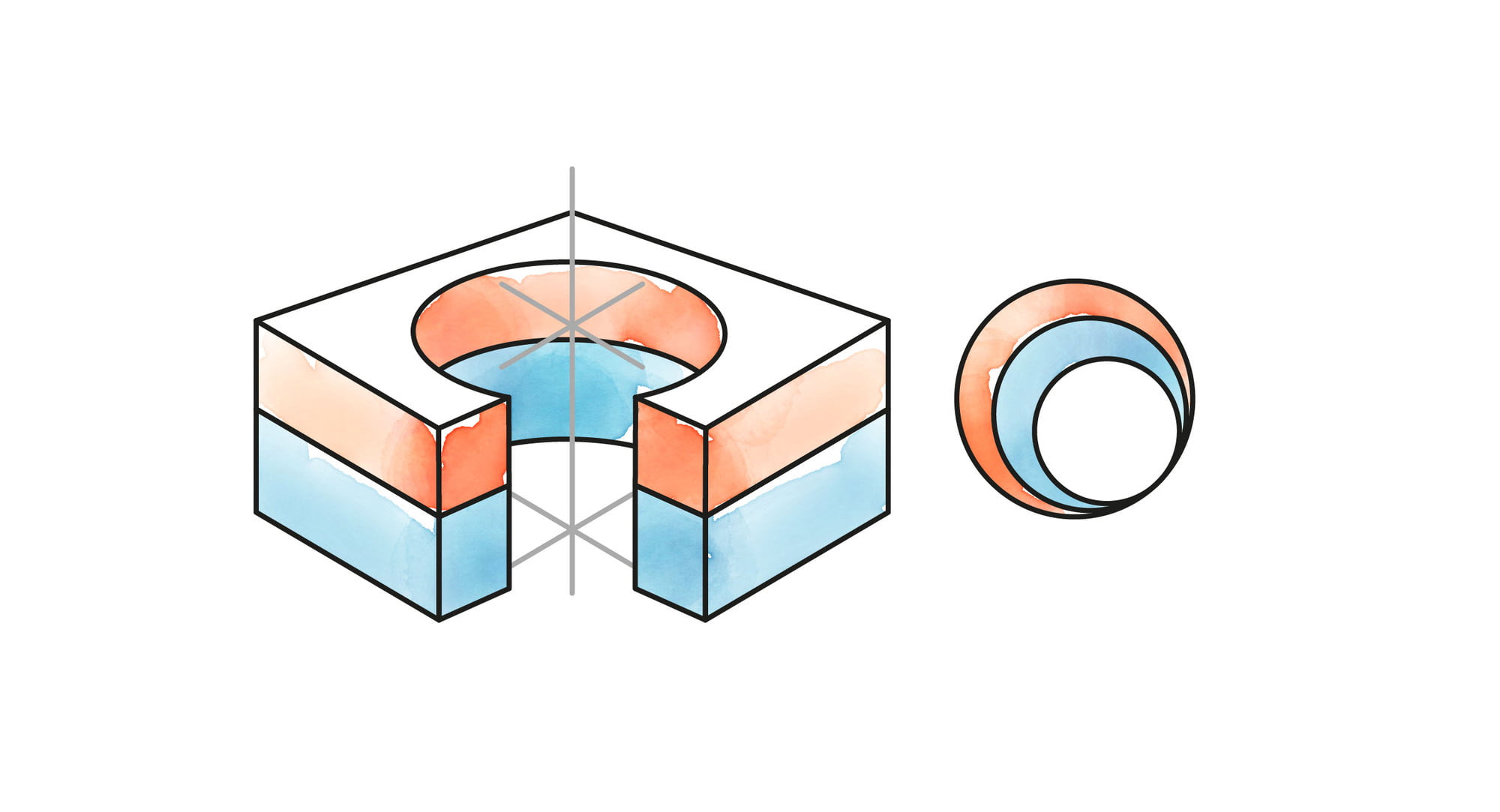
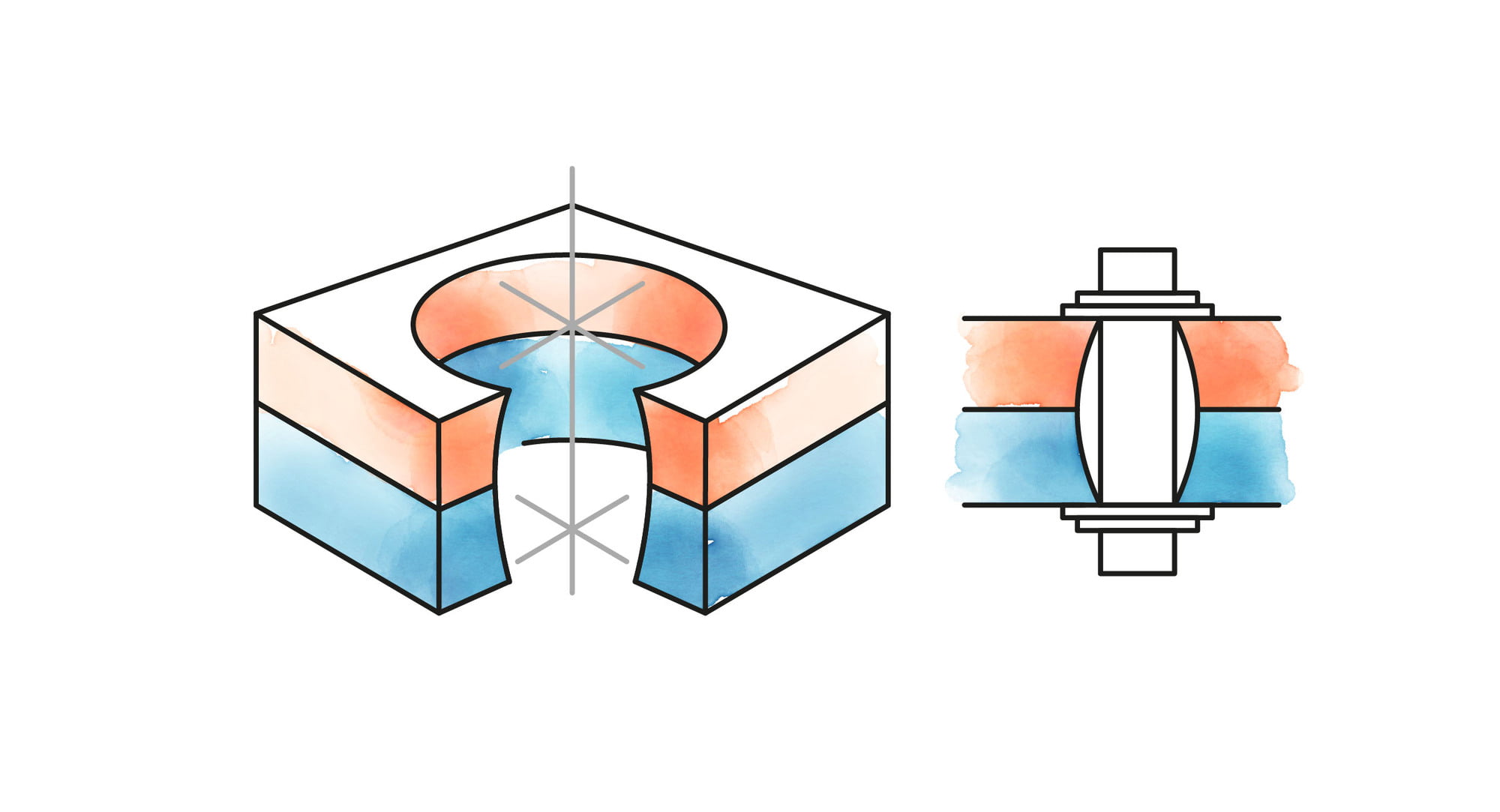
Ovality
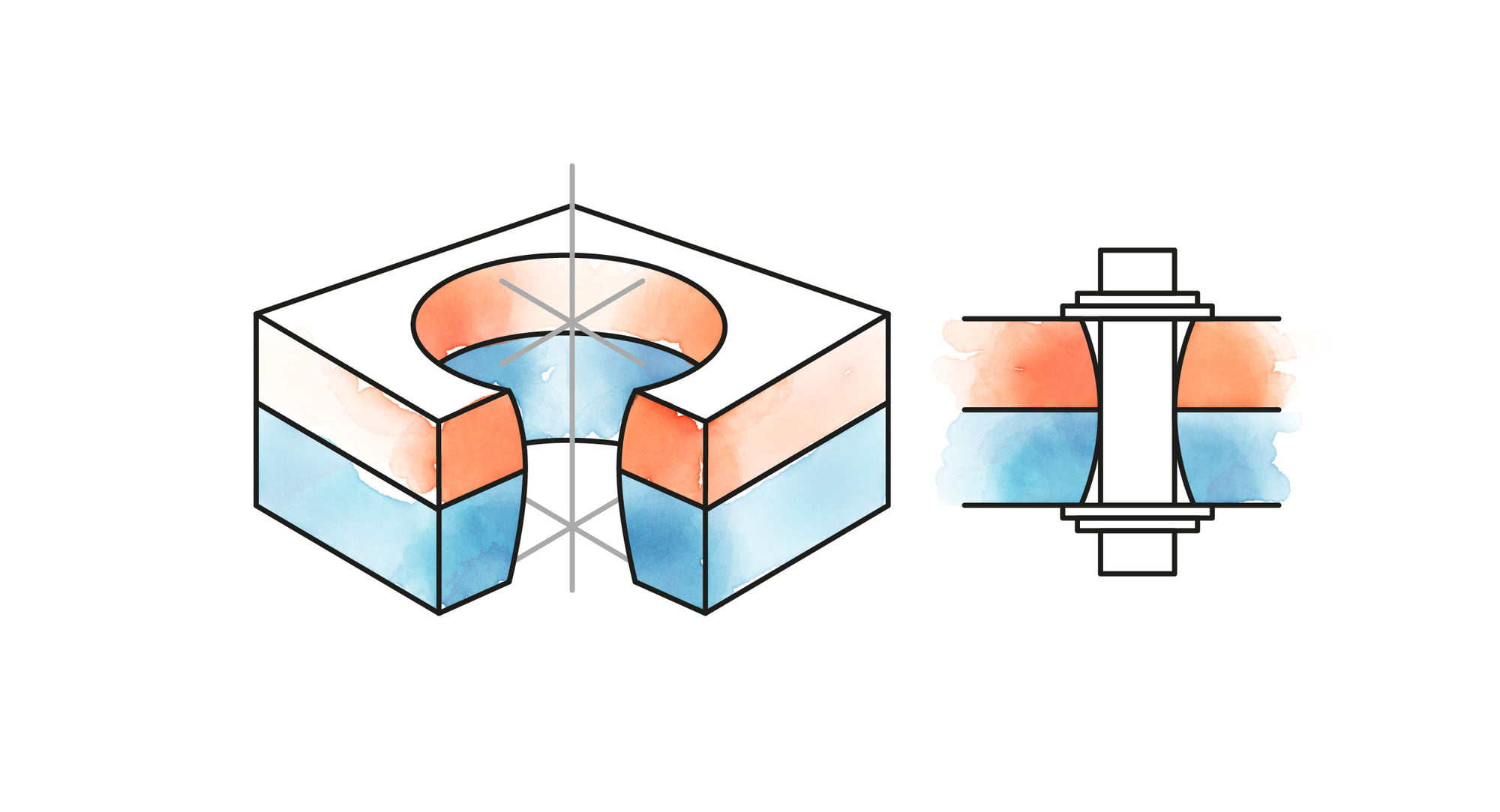
Bell mouthing
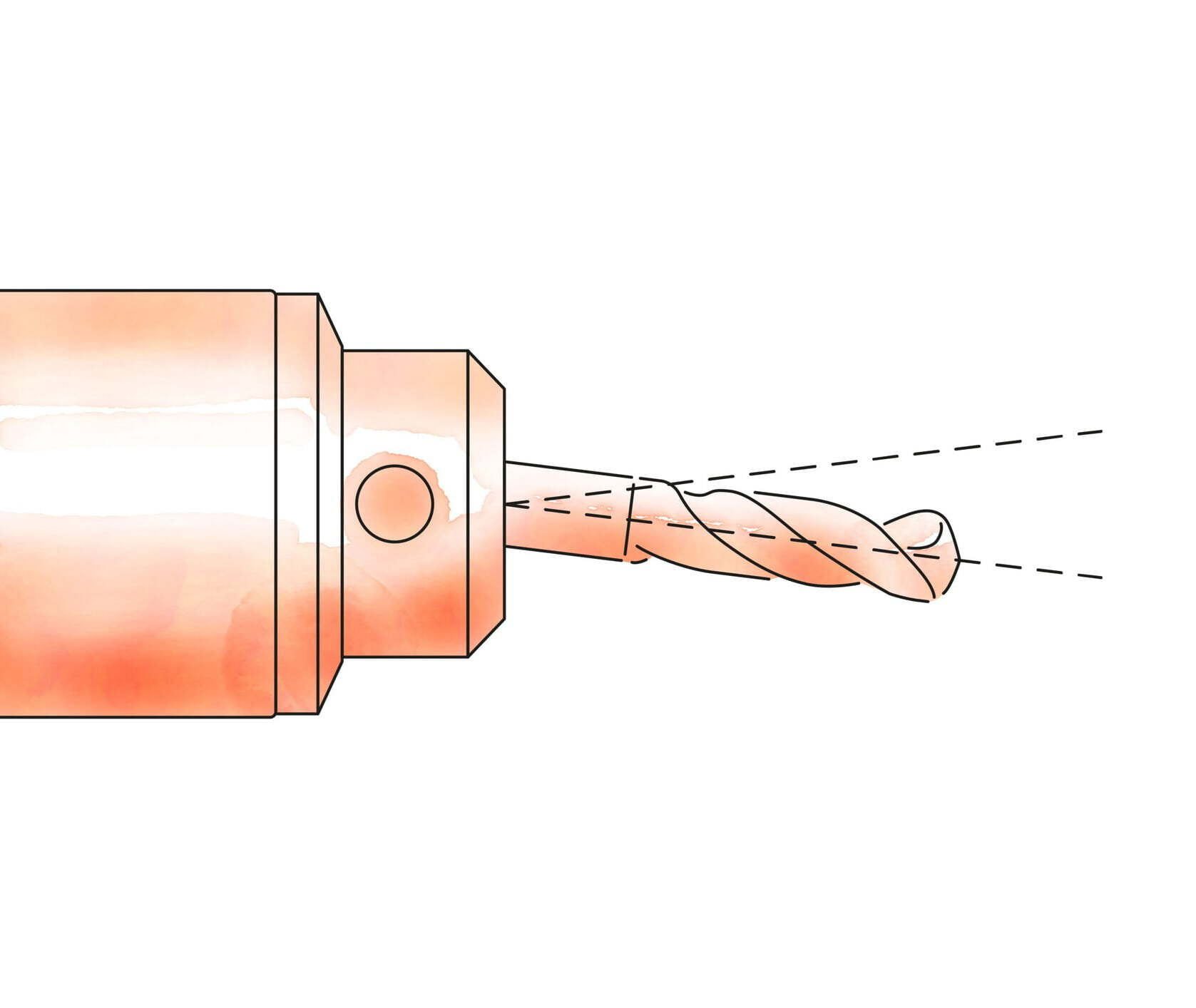
One significant issue that can arise during drilling is runout. This causes ovality in holes when the drill bit deviates from a perfectly straight rotation around its axis. Eliminating this defect completely is difficult, but minimizing it is crucial to achieve the desired hole characteristics and quality.
There are various factors that can influence runout. The quality of the drill bit, the chuck or collet used, the condition of the drill machine, and the expertise and experience of the operator
Invest in high-quality tools and equipment
Employ well-trained, skilled, and experienced operators
Establish a robust quality control system
Regular maintenance and calibration of drilling equipment ensuring optimal performance and accuracy
Proactively identifying and addressing potential issues during the aircraft design phase to prevent future potential hole defects